与造纸企业进行DCS系统交流时,常常碰到电机的控制点设置问题,本文对常见的启停电机作出说明,其他如变频器、软启动器等控制的电机以及正反转电机等的控制不在本文探讨。
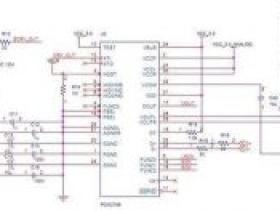
电机的控制点设计取决于电控柜的设计,当电机的二次控制回路确定后,相应的DCS控制点也就确定了。目前,国内造纸企业的电机控制一般采用就地按钮和DCS控制相结合的方式。下图为典型的电机控制原理:
?
?????????? ?主回路??????????????????????????????????? 二次回路
图中SA为就地/远程(也叫手动/自动)切换旋钮,当置于就地时通过现场(或者控制柜上)的启动按钮2SB(常开)及停止按钮1SB(常闭)进行手动启停;当其置于远程时,通过自动控制系统进行控制。两个按钮1SB及2SB也可采用一个自锁按钮或者一个旋钮代替,当用自锁按钮或者旋钮代替后,自保持KM则要取消。如下图:
?
自动控制与就地控制类拟,自动控制点可设置如下:
一、启停
方式一:采用两个DO点(开关量输出),类似两个按钮方式。
启动是控制系统中常开触点,停止是控制系统中常闭触点,当要启动电机时,启动继电器吸合一段时间(如5秒,可设定)后断开,当启动继电器吸合时,交流接触器上电,自保持继电器吸合,因停止继电器处于常闭状态,通过另一回路供电,虽然启动继电器已断开,但电机仍然保持运行。>
要停电机时,停止继电器断开一段时间,无供电回路,电机停止运行,停止继电器断开一段时间后吸合但此时自保持继电器已断开,电机不会运行。
方式二:采用一个DO点(开关量输出),类似于就地控制中用自锁按钮或者旋钮代替启动和停止按钮。
该方式中启/停为控制系统常开触点,当要启动时,该触点闭合,当要停止时该触点断开。
两种方式比较:方式一需要两个DO点,两个继电器,而方式二只需一个DO点,一个继电器,所以方式二成本低于方式一;对于方式二,当DCS系统故障、系统组态改动较大重新下载或者DCS系统掉电时,如果现场电机在运行状态,将导致电机停止运行。
二、状态
1、电流:如果要在DCS上取得电机电流,则需电流互感器和一个AI信号,相对DI信号来说,一个AI信号的成本就要高得多了,是否将电机电流接入DCS系统要根据实际需要及资金情况决定。从保护电机来说,电控柜上的热继电器已经具有该功能,如果在DCS上加入电流信号后,可以起到双重保护及警示作用。如果电机电流要参与控制,如盘磨的进退刀,就必须增加一个AI点了。
2、反馈:电机是运行还是停止状态由反馈信号给出,从严格意义上说,反馈信号应从电机处接到DCS系统,如加一个类似光电开关的设备,送给DCS一个DI信号,或者在电机上加一个转速计,送给DCS一个AI信号,但这两种方式成本均较高,需要加光电开关或者转速计等设备,同时还要在电机端安装,所以常采用一种间接方式,从交流接触器上取一个常开触点接入DCS中(一个DI信号),这种方式也是目前造纸行业的通用方式。
3、现场手自动状态(准备好Ready)信号:反映就地/远程切换旋钮是处于就地状态还是远程状态,需要在就地/远程切换旋钮上加一对触点,送入DCS一个DI信号。
4、其他可能的信号:如果要反映热继电器的状态,可在热继电器上加一对触点,送入DCS一个DI信号,如果要反映断路器(或者空开状态)可在其上面加一对触点,送入DCS一个DI信号。这些信号也常常称为故障信号。
造纸行业一般采用的电机控制信号有:
一、1DI(反馈)、2DO(启动和停止)和可能有的1AI(电流,一般电机功率大于37kw时加入);
二、2DI(反馈和准备好Ready)、1DO(启停)和可能有的1AI。
具体选用哪种方式就要根据电控柜的设计取舍了,如果电控柜是2DO设计而DCS中采用1DO实现时,则需将电控柜中远程控制的自保持线取掉。如果从经济性上考虑,电机控制采用1DI(反馈)和1DO(启停)也就足够了。
文章末尾固定信息